
Juli 2024
In jüngster Vergangenheit hat das Handlaserschweissen auch im Metallbau Einzug gehalten. Die von Hand geführten Laserschweissgeräte ermöglichen hohe Schweissgeschwindigkeiten, präzise und sehr filigrane Schweissnähte sowie einen nur minimen thermischen Verzug. Sie erzeugen jedoch einen hochenergetischen Laserstrahl der Klasse 4, mit mehreren Tausend Watt Leistung. Dies birgt für den Anwender und sein näheres Umfeld entsprechende Gefahren und erfordert klare Schutzmassnahmen und ein präventives Verhalten.
Danke für Ihr Interesse an unseren Inhalten. Abonnenten der Fachzeitschrift metall finden das Login für den Vollzugriff im Impressum der aktuellen Printausgabe. Das Passwort ändert monatlich.
Sollten Sie als interessierte Fachkraft im Metall-, Stahl- und Fassadenbau die Fachzeitschrift metall tatsächlich noch nicht abonniert haben, verlieren Sie keine Zeit und bestellen Sie Ihr persönliches Abonnement gleich hier.

In jüngster Vergangenheit hat das Handlaserschweissen auch im Metallbau Einzug gehalten. Die von Hand geführten Laserschweissgeräte ermöglichen hohe Schweissgeschwindigkeiten, präzise und sehr filigrane Schweissnähte sowie einen nur minimen thermischen Verzug. Sie erzeugen jedoch einen hochenergetischen Laserstrahl der Klasse 4, mit mehreren Tausend Watt Leistung. Dies birgt für den Anwender und sein näheres Umfeld entsprechende Gefahren und erfordert klare Schutzmassnahmen und ein präventives Verhalten.
Dieser Beitrag behandelt drei wesentliche Themen zu Handlaserschweissen:
– Technische Fakten
– Ausbildung und Qualifikation
– Schutzmassnahmen
Beim Verschweissen mittels Laserstrahl werden zwei Bauteile miteinander verfügt. Dabei werden beide Seiten der anstossenden Werkstoffe durch einen fokussierten Laserstrahl aufgeschmolzen. Mittels eines Zusatzwerkstoffs fliesst die Schmelze ineinander, erkaltet und stellt so die dauerhafte Verbindung her.
Die Vorteile im Überblick
– hohe Präzision der Schweissverbindungen aufgrund eines schmalen, konzentrierten Laserstrahls
– hohe Effizienz (bis fünfmal schneller als andere Schweissverfahren
– gleichmässige, filigrane Schweissnähte von hoher Qualität
– minimaler Wärmeeinflussbereich – nur minimer Verzug
– hohe Anwendungsflexibilität durch Punkt-, Naht- und Tiefschweissen mit demselben Gerät.
– einfach in der Anwendung
– Vielseitigkeit beim Schweissen von verschiedensten Materialien und Materialstärken.
x Der Laserstrahl, der in der Strahlquelle erzeugt wird, wird je nach Lasertyp mit Spiegelsystemen oder Lichtleitfasern zum Werkstück geleitet und dann auf das Werkstück fokussiert. An der Werkstückoberfläche wird das Laserlicht absorbiert und in Wärme umgesetzt. Bei Relativbewegung zwischen fokussiertem Laserstrahl und Werkstück schmilzt dieses durch dessen Energie auf und erzeugt dabei eine Schweissnaht. Nicht jede Schweissnahtanordnung ist für das Laserstrahlschweissen geeignet.
Es gibt vier Standard-Nahttypen:
• Stumpfstoss (I-Naht)
• Überlappstoss (Kehlnaht)
• Überlappstoss (I-Naht)
• Stirnflächennaht
x Quelle und weitere Informationen: www.iso-oerlikon.ch
* Das vom Laserstrahl erzeugte Plasma kann durch das Arbeitsgas derart beeinflusst werden, dass sich ein stabiler und sicherer Schweissprozess einstellt. Die Wahl des Prozessgases kann also entscheidend für die Wirtschaftlichkeit des Laserstrahlschweissens sein. Zum Laserstrahlschweissen eignen sich beispielsweise Chrom-Nickel-Stahl, Kupfer, Aluminium, Messing und Stahl. Als Schutz- und Prozessgase kommen Helium, Argon, Stickstoff und Mischgase in LASGON-Qualität zum Einsatz.
* Quelle: PanGas
Die Tauglichkeit von Handlaserschweissnähten in Bezug auf Festigkeit, Nachweisbarkeit, Prüfungsfähigkeit, Verträglichkeit für Oberflächenbehandlungen etc. ist mit dem entsprechenden Lieferanten oder mit dafür qualifizierten Stellen zu klären.
Quelle: Schweizerischer Verein für Schweisstechnik (SVS)
Neue Schweissprozesse normgerecht anzuwenden bedeutet auch, zielgerichteter Einsatz von qualifiziertem Personal und Verfahren. Neben dem korrekten Einsatz der Laseranlagen für die Materialbearbeitung gehören auch die Kenntnis über die direkte und indirekte Laserstrahlung sowie die damit verbundenen Schutzmassnahmen dazu. Arbeits- und gesundheitsschutzrelevante Aspekte zu kennen, zu beachten und umzusetzen, haben für den Einsatz der handgeführten Laserschweissanlagen oberste Priorität.
Personenqualifikation
Die Personenqualifikation bei handgeführten Laserschweissanlagen ist momentan in keiner gültigen Norm explizit geregelt. Um die Anforderungen an die Personenqualifikation trotzdem zu erfüllen, hat diese anhand einer vorhandenen Norm zu erfolgen, die am ehesten für diesen Prozess anwendbar ist. Es kommen folgende Regelwerke in Frage:
EN ISO 14732
Eine Personenqualifikation von handgeführten Laserschweissanlagen kann nicht mittels Anwendung der Norm EN ISO 14732 erfolgen, da der Schweissprozess handgeführt ist und daher weder der Definition vom automatischen Schweissen noch mechanischen Schweissen entspricht. Ein Blick in die Norm zeigt dies, denn in EN ISO 14732 ist unter Punkt 3.1 das automatische Schweissen wie folgt beschrieben: «Schweissen, wobei alle Vorgänge ohne Eingreifen des Bedieners während des Schweissprozesses ablaufen.»
Im nächsten Punkt (3.2) wird das mechanische Schweissen charakterisiert: «Als Schweissen, bei dem die während des Prozesses erforderlichen variierenden Schweisseinstellungen, auch manuell, über mechanische oder elektronische Einrichtungen ablaufen.»
EN ISO 9606 alle Teile
Diese Normenreihe erlaubt ihre Anwendung auch für Schweissprozesse, die nicht explizit aufgeführt sind. Weiter wird von Personen, die Schweissverbindungen mit einer handgeführten Schweissanlage ausführen, eine hohe Handfertigkeit bei der Führung des Laserkopfes bzw. der Laserfokussiereinheit für eine qualitativ einwandfreie Schweissverbindung verlangt. Handgeführte Laseranlagen sind diesbezüglich nicht vergleichbar mit Anlagen, bei denen die Laserfokussiereinheit durch einen Roboter oder mechanisiert geführt wird. Eine analoge Unterscheidung besteht zwischen dem manuellen WIG-Schweissprozess und dem Schweissen mit WIG-Orbital. Damit ist eine Personenqualifikation von handgeführten Laserschweissanlagen mit der Normenreihe EN ISO 9606 möglich.
Bei der Qualifizierung nach EN ISO 9606 ist Folgendes zu beachten:
– Die Prüfstückdimension hat den Anforderungen des entsprechenden Normenteils der EN ISO 9606 zu entsprechen.
– Es werden die im jeweiligen Normenteil geforderten zerstörungsfreien und zerstörenden Prüfungen durchgeführt.
– Die Geltungsdauer wird durch den verwendeten Normenteil definiert (2 oder 3 Jahre).
– Der Geltungsbereich beschränkt sich auf den verwendeten Anlagentyp.
– Die Anforderungen an die Arbeitssicherheit müssen zwingend erfüllt sein.
Die Abnahmeanforderungen an die Unregelmässigkeiten, die durch die Prüfverfahren nach dem verwendeten Teil der EN ISO 9606 gefunden werden, müssen nach EN ISO 13919 Teil 1 bzw. Teil 2 beurteilt werden. Unregelmässigkeiten, die in den genannten Normen nicht aufgeführt werden (Kehlnaht), sind nach EN ISO 5817 bzw. EN ISO 10042 zu bewerten. Ein Schweisser ist qualifiziert, wenn die Unregelmässigkeiten innerhalb der Bewertungsgruppe der jeweiligen Norm liegen.
Verfahrensqualifikation
Eine Verfahrensqualifikation erfolgt in bewährter Form mittels Schweissverfahrensprüfung nach den Festlegungen der EN ISO 15614-11 oder auf Basis einer vorgezogenen Arbeitsprüfung nach EN ISO 15613.
Betriebsqualifizierungsnormen
Der Einsatz von handgeführten Laserschweissanlagen ist mit den genannten Qualifikationsverfahren für das Personal und für das Verfahren in nachfolgenden Normen zulässig (allfällige zusätzliche Anforderungen sind zu beachten):
– EN 15085-2
– EN 1090-2 /-3 / 4 /-5
– EN 3834-2 /-3 /-4.
Für Normen bzw. Vorschriften, die nicht aufgeführt sind, stehen Ihnen die Fachbereiche des SVS (www.svs.ch) gerne zur Verfügung.
Seminar
In naher Zukunft wird vom SVS ein weiteres Laserschutzseminar für industrielle und wissenschaftliche Anwendungen geplant. Entsprechende Informationen finden Sie zeitnah unter www.svs.ch .
Quelle: SUVA
Was es zu beachten gibt
Anwender und Inverkehrbringer von handgehaltenen Laseranlagen sind sich oft nicht bewusst, dass Laser bezüglich Sicherheit nicht mit anderen Arbeitsmitteln vergleichbar sind. Handgehaltene Laseranlagen zum Schweissen haben bis zu mehreren Tausend Watt Leistung. Es handelt sich also immer um Laser der Klasse 4. Das ist die höchste Laserklasse. Direkte Bestrahlung wie auch Reflexionen gefährden Auge und Haut in hohem Masse. Zudem ist die Laserstrahlung oft im nicht sichtbaren Bereich. Damit ist der Laser besonders gefährlich.

Benennen einer für den Laserschutz zuständigen Person (Laserschutzbeauftragte/-r) und sorgen für die Ausbildung. Die Person verfügt danach über die notwendigen Kenntnisse, um ihre Aufgaben erfüllen zu können. Wie sie sich diese Kenntnisse aneignet, ist nicht gesetzlich festgelegt. Ausserdem muss sie ein schriftliches Sicherheitskonzept erstellen und die Mitarbeitenden periodisch instruieren.
Richten Sie einen Laserüberwachungsbereich ein
Der Laser darf nur in einem geschlossenen und gekennzeichneten Laserüberwachungsbereich mit Laserschutzwänden mit einem überwachten Zugang betrieben werden. Die Türöffnung muss dabei mit dem Sicherheitssystem der Laseranlage gekoppelt werden. Der Betriebszustand des Lasers muss ausserhalb wie auch innerhalb des Laserüberwachungsbereichs ersichtlich sein.
Sorgen Sie für eine Schadstoffabsaugung
Rüsten Sie die Laseranlage mit einer wirkungsvollen Schadstoffabsaugung aus.
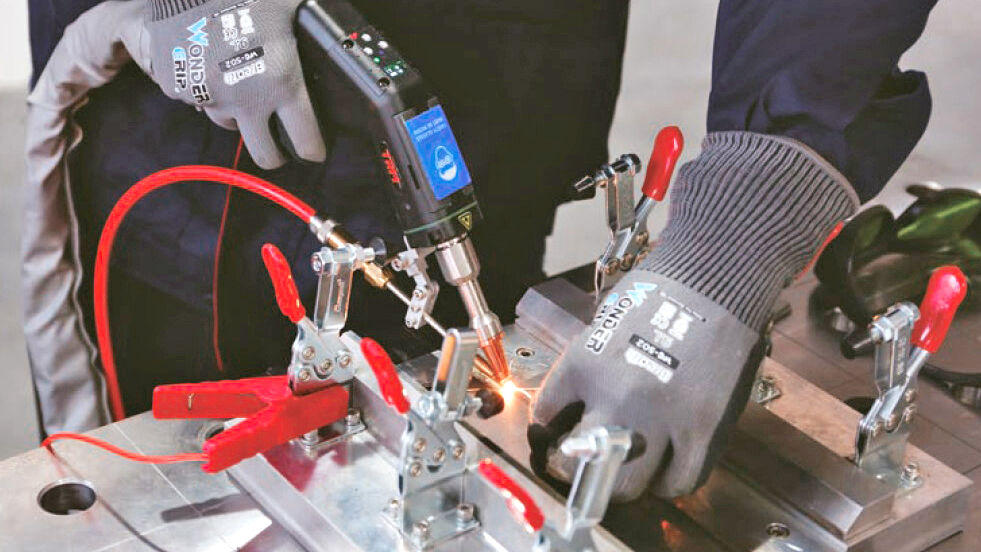
Tragen Sie persönliche Schutzausrüstung (PSA)
Im Laserüberwachungsbereich muss persönliche Schutzausrüstung (PSA) getragen werden, die Haut und Augen vor der Laserstrahlung schützt. Dies sind Laserschutzhelm, Laserschutzhandschuhe und -Bekleidung. Die PSA muss zertifiziert und entsprechend dem Laser dimensioniert werden. Die Mitarbeitenden sind im Umgang mit der PSA zu schulen.
Bereiten Sie den mobilen Einsatz vor
Wird die Laseranlage ausserhalb des eigenen Betriebsareals eingesetzt, muss der Laserbereich mit mobilen Laserschutzwänden oder Laserschutzvorhängen abgeschirmt und mit der Sicherheitssteuerung des Lasers verbunden sein.
Zusätzliche Informationen bezüglich Lasersicherheit finden Sie unter «Achtung, Laserstrahl! Sicherer Umgang mit Lasereinrichtungen» oder in der Norm SN EN 60825-1:2014
, Handschuhe und eine Absauganlage bilden die Grundlage der Personen-Schutzausrüstung. Grafik: SUVA")
Neben diversen allgemeinen Auflagen an Laser oder Maschinen sind insbesondere folgende spezifische technische Anforderungen an das Gerät sicherzustellen:
Unbeabsichtigte Ausbreitung verhindern
– Es muss – wie bereits oben erwähnt – eine technische Einrichtung vorhanden sein, die im bestimmungsgemässen Betrieb und im Fehlerfall die unbeabsichtigte Ausbreitung der Laserstrahlung verhindert (Kontaktüberwachung zwischen Laserpistole und Werkstück).
– Die Laseranlage muss mit einem schlüsselbetätigten Hauptschalter ausgestattet sein.
– Der Auslöseknopf der Laserpistole darf nicht unbeabsichtigt betätigt werden können.
– Die Laseranlage muss mit einem Überwachungsschalter für den Laserschutzbereich ausgerüstet sein, der nicht einfach überbrückbar ist.
– Die Bedienung und die Bedienungsanleitung der Anlage muss in einer regionalen Landessprache verfasst sein.
– Obligatorisch sind Hinweise zur bestimmungsgemässen sicheren Verwendung, Wartung und Instandhaltung.
Zudem braucht es technische Angaben zum Laser (Leistung, Wellenlänge, Strahlparameter, Betriebsart) und zum Sicherheitsabstand (NOHD = nominal ocular hazard distance). ■











