
juillet 2024
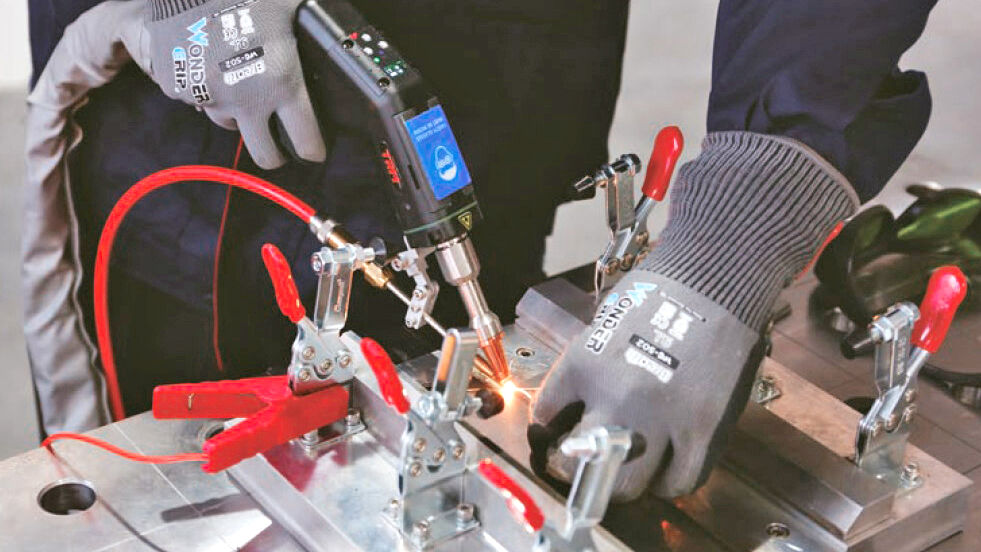
Le soudage laser manuel a récemment fait son entrée dans la construction métallique. Les appareils de soudage laser manuels garantissent des vitesses de soudage élevées, permettent de réaliser des cordons de soudure précis et très fins et réduisent le gauchissement thermique. Ils génèrent toutefois un faisceau laser à haute énergie de classe 4 de plusieurs milliers de watts, ce qui expose l’utilisateur et son entourage à des risques et nécessite des mesures claires de protection et de prévention.
Merci de l’intérêt que vous portez à nos contenus. Les abonnés de la revue spécialisée metall trouveront le Login pour l’accès intégral dans les informations légales de la version imprimée actuelle. Le mot de passe change tous les mois.
Si - en tant que professionnel dans les domaines de la construction métallique, en acier et de façades - vous n’êtes pas encore abonné à la revue spécialisée metall, ne perdez plus une seconde et souscrivez dès à présent votre abonnement ici.

Le soudage laser manuel a récemment fait son entrée dans la construction métallique. Les appareils de soudage laser manuels garantissent des vitesses de soudage élevées, permettent de réaliser des cordons de soudure précis et très fins et réduisent le gauchissement thermique. Ils génèrent toutefois un faisceau laser à haute énergie de classe 4 de plusieurs milliers de watts, ce qui expose l’utilisateur et son entourage à des risques et nécessite des mesures claires de protection et de prévention.
Cet article aborde trois thèmes essentiels relatifs au soudage laser manuel :
– les données techniques ;
– la formation et la qualification ;
– les mesures de protection.
Lors du soudage par rayon laser, deux composants sont assemblés. Les deux faces des matériaux en contact sont fondues par un faisceau laser focalisé. À l’aide d’un adjuvant, les masses fondues se mélangent, se refroidissent et établissent une liaison durable.
Aperçu des avantages
– haute précision des joints soudés grâce à un faisceau laser étroit et concentré ;
– grande efficacité (jusqu’à cinq fois plus rapide que les autres procédés de soudage) ;
– cordons de soudure réguliers et filigranes de haute qualité ;
– zone affectée thermiquement minimale, gauchissement réduit ;
– grande flexibilité d’application grâce au soudage par points, par cordons et profond avec le même appareil ;
– simplicité d’utilisation ;
– polyvalence lors du soudage de différents matériaux et épaisseurs.
x Selon le type de laser, le faisceau laser généré à la source est dirigé vers la pièce à l’aide de miroirs ou de fibres optiques, puis focalisé sur la pièce. La lumière laser est absorbée à la surface de la pièce et convertie en chaleur. Lors d’un mouvement relatif entre le faisceau laser focalisé et la pièce, celle-ci fond sous l’effet de la chaleur, créant un cordon de soudure. Le soudage laser ne convient pas à tous les types de cordons de soudure.
Il existe quatre types de cordons standard :
• joint bout à bout (soudure en I) ;
• joint à recouvrement (soudure d’angle intérieur) ;
• joint à recouvrement (soudure en I) ;
• cordon frontal.
x Source et informations complémentaires : www.iso-oerlikon.ch
* Le plasma produit par le faisceau laser peut être influencé par le gaz de fonctionnement pour rendre le soudage stable et sûr. Le choix du gaz peut donc être décisif pour la rentabilité du soudage au laser. L’acier chrome-nickel, le cuivre, l’aluminium, le laiton et l’acier conviennent au soudage laser. L’hélium, l’argon, l’azote et les gaz mixtes de qualité LASGON sont utilisés comme gaz de protection et de procédé.
* Source : PanGas
La résistance, la détectabilité, l’aptitude aux essais, la compatibilité avec les traitements de surface, etc. des cordons de soudure au laser manuel doivent être clarifiées avec le fournisseur ou auprès d’organismes compétents.
Source : Association suisse pour la technique du soudage (ASS)
L’utilisation conforme aux normes de nouveaux procédés de soudage nécessite aussi de recourir de manière ciblée à du personnel et à des procédés qualifiés. Outre l’emploi correct des systèmes laser pour le traitement des matériaux, il faut également maîtriser le rayonnement laser direct et indirect ainsi que les mesures de protection correspondantes. Lors de l’usage d’installations de soudage laser manuelles, il faut absolument connaître, observer et mettre en œuvre les aspects relatifs à la sécurité au travail et à la protection de la santé.
Qualification du personnel
Actuellement, aucune norme en vigueur ne réglemente explicitement la qualification du personnel utilisant des systèmes de soudage laser manuels. Afin de satisfaire tout de même aux exigences de qualification, celle-ci doit être assurée en se fondant sur la norme existante qui s’applique le mieux à ce procédé. Les réglementations suivantes sont envisageables :
EN ISO 14732
Il est impossible de qualifier les soudeurs utilisant des systèmes laser manuels en appliquant la norme EN ISO 14732, car le procédé de soudage est manuel et ne correspond pas à la définition du soudage automatique ou du soudage mécanique. Un coup d’œil à la norme EN ISO 14732 le montre, car le soudage automatique est décrit comme suit au point 3.1 : « Soudage lors duquel toutes les opérations se déroulent sans intervention de l’opérateur. »
Le point suivant (3.2) décrit le soudage mécanique ainsi : « Soudage lors duquel les réglages de soudage variables nécessaires durant le processus sont effectués, aussi manuellement, à l’aide d’équipements mécaniques ou électroniques. »
EN ISO 9606 (toutes les parties)
Cette série de normes peut également être utilisée pour des procédés de soudage qui ne sont pas mentionnés explicitement. En outre, les personnes qui réalisent des soudures avec un poste de soudage manuel doivent faire état d’une grande habileté dans le guidage de la tête laser ou de l’unité de focalisation laser pour obtenir un soudage de qualité irréprochable. À cet égard, les installations laser à guidage manuel ne sont pas comparables aux installations dont l’unité de focalisation laser est guidée par un robot ou mécaniquement. Il existe une distinction analogue entre le soudage TIG manuel et le soudage orbital TIG. Il est ainsi possible de qualifier les opérateurs de systèmes de soudage laser manuels selon la série de normes EN ISO 9606.
Pour la qualification selon la norme EN ISO 9606, il faut tenir compte des points suivants :
- les dimensions de l’échantillon doivent être conformes aux exigences de la partie correspondante de la norme EN ISO 9606 ;
- les essais non destructifs et destructifs exigés dans la partie en question de la norme doivent être effectués ;
- la durée de validité est définie par la partie de la norme utilisée (deux ou trois ans) ;
- le champ d’application se limite au type de système utilisé ;
- les exigences en matière de sécurité au travail doivent impérativement être satisfaites.
Les exigences de validation des irrégularités détectées par la procédure d’essai visée à la partie utilisée de la norme EN ISO 9606 doivent être évaluées selon la norme EN ISO 13919, partie 1 ou 2. Les irrégularités qui ne sont pas mentionnées dans les normes citées (soudure d’angle intérieur) doivent être évaluées selon la norme EN ISO 5817 ou EN ISO 10042. Un soudeur est qualifié si les irrégularités se situent dans le niveau de qualité de la norme correspondante.
Qualification des procédés
La qualification des procédés s’effectue de manière éprouvée au moyen d’un examen des procédés de soudage selon les spécifications de la norme EN ISO 15614-11 ou sur la base d’un essai de travail anticipé selon EN ISO 15613.
Normes de qualification opérationnelle
L’utilisation de systèmes de soudage laser manuels est autorisée pour le personnel dans le cadre des procédures de qualification citées et, pour le procédé, selon les normes suivantes (les éventuelles exigences supplémentaires doivent être respectées) :
– EN 15085-2 ;
– EN 1090-2/-3/4/-5 ;
– EN 3834-2/-3/-4.
Les services spécialisés de l’ASS (www.svs.ch/fr) se tiennent à votre disposition si vous avez besoin de normes et de prescriptions qui ne sont pas mentionnées.
Séminaire
L’ASS prévoit d’organiser prochainement un autre séminaire sur la protection laser pour les applications industrielles et scientifiques. Vous trouverez sous peu des informations à ce sujet sur www.svs.ch .
Source : SUVA
Ce qu’il faut prendre en compte
Les utilisateurs et les responsables de la mise sur le marché de systèmes laser manuels ne savent souvent pas que les lasers ne sont pas comparables aux autres équipements de travail en matière de sécurité. La puissance des systèmes de soudage laser manuels peut atteindre plusieurs milliers de watts. Il s’agit donc toujours de lasers de classe 4, la classe la plus élevée. Le rayonnement direct et les réflexions sont très dangereux pour les yeux et la peau. De plus, le rayonnement laser est souvent invisible. Le laser est donc particulièrement dangereux.

Il faut nommer une personne responsable de la protection laser (préposé à la protection laser) et veiller à sa formation. Elle doit ensuite disposer des connaissances nécessaires pour s’acquitter de ses tâches. La manière dont elle acquiert ce savoir n’est pas définie par la loi. En outre, elle doit élaborer un concept de sécurité écrit et instruire périodiquement le personnel.
Configurez une zone de surveillance laser
Le laser ne doit être utilisé que dans une zone de surveillance laser fermée et identifiée en tant que telle, dotée de parois de protection laser et d’un accès surveillé. L’ouverture de la porte doit être couplée au système de sécurité de l’installation laser. L’état de fonctionnement du laser doit être visible aussi bien à l’extérieur qu’à l’intérieur de la zone.
Veillez à ce que les substances nocives soient aspirées
Équipez l’installation laser d’un système d’aspiration des substances nocives qui soit efficace.
Portez un équipement de protection individuelle (EPI)
Dans la zone de surveillance laser, il faut porter un équipement de protection individuelle (EPI) protégeant la peau et les yeux du rayonnement laser. Cela inclut un casque et des gants de protection laser ainsi que des vêtements appropriés. L’EPI doit être certifié et dimensionné en fonction du laser. Le personnel doit être formé à son utilisation.
Préparez l’intervention mobile
Si le système laser est utilisé en dehors de l’entreprise, la zone laser doit être protégée par des parois ou des rideaux de protection laser mobiles et reliée au dispositif de sécurité du laser.
Vous trouverez de plus amples informations sur la sécurité des lasers dans le document « Attention : rayonnement laser ! Utiliser les équipements laser en toute sécurité » ou dans la norme SN EN 60825-1:2014.
, des gants et un système d’aspiration constituent la base de l’EPI. Graphique : SUVA")
Outre diverses prescriptions générales relatives aux lasers ou aux machines, les exigences techniques spécifiques suivantes doivent être respectées pour l’appareil :
- comme mentionné ci-dessus, il faut un dispositif technique qui empêche la propagation accidentelle du rayonnement laser tant en cas de fonctionnement normal qu’en cas de défaut (surveillance du contact entre le pistolet laser et la pièce) ;
- le système laser doit être équipé d’un interrupteur principal actionné par une clé ;
- le bouton de déclenchement du pistolet laser ne doit pas pouvoir être actionné accidentellement ;
- pour la zone de surveillance laser, le système laser doit être doté d’un interrupteur de sécurité qui ne peut pas être facilement neutralisé ;
- la commande et le mode d’emploi du système doivent être rédigés dans une langue nationale régionale ;
- des informations relatives à l’utilisation, à la maintenance et à l’entretien en toute sécurité sont obligatoires.
Des données techniques relatives au laser (puissance, longueur d’onde, paramètres du faisceau, mode de fonctionnement) et à la distance de sécurité (NOHD = nominal ocular hazard distance ) sont également requises. ■











